G16是开始使用极坐标
G15是结束极坐标
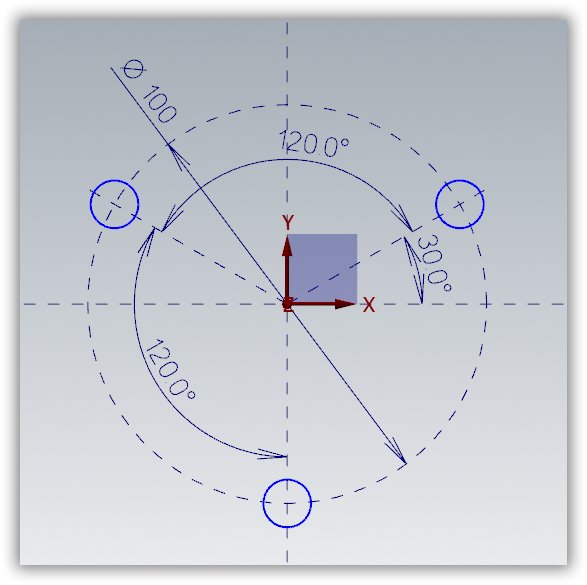
例如按下图尺寸加工三个孔,用极坐标编程有两种方法。
第一种方法,使用绝对坐标G90,比较直观。
G54 G90 G80 G00 G43 H1 Z100;
X0 Y0 M03 S600; (刀具定位到哪里都可以)
G16 G00 Z10 M08; (开始极坐标)
G98 G81 X50 Y30 Z-20 R3 F50; (X50表示半径,Y30表示角度)
Y150; (第二个孔的位置在150度)
Y270; (第二个孔的位置在270度)
G15 G80 G00 Z100 M09; (结束极坐标)
M05;
M30;
第二种方法,使用相对坐标G91,更加方便。
G54 G90 G80 G00 G43 H1 Z100;
X0 Y0 M03 S600;
G16 G00 Z10 M08; (开始极坐标)
G98 G81 X50 Y30 Z-20 R3 F50; (X50表示半径,Y30表示角度)
G91 Y120; (用G91,此点位置相对于上个点移动了120度)
Y120;
G15 G90 G80 G00 Z100 M09; (结束极坐标并结束相对坐标)
M05;
M30;
极坐标编程需要机床系统的支持,上面代码只在法兰克系统中测试过可用。