G74:左旋攻螺纹,不常用。
G84:右旋攻螺纹,常用。
格式为:G98(G99)G74(G84)X_ Y_ Z_ R _ F_;
如图所示:
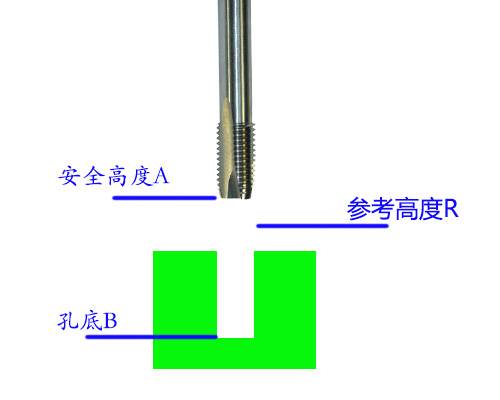
G74是由参考高度R反转切至孔底B(由Z值决定),再正转退回到R。
G84是由参考高度R正转切至孔底B(由Z值决定),再反转退回到R。
发那科系统中进给F值等于转速乘以螺距,比如转速S为每分钟100转,螺距为1.5,那F值就是每分钟100*1.5=150
上面的代码在实际应用中只适合攻丝很少的一段距离,丝锥退回之后就不能再重复继续加深了,并且要使用带弹性的攻丝专用刀柄。如果需要用丝锥加工很深的螺纹就需要开启刚性攻丝,前面加上代码M29 S***,并且加上Q值,刚性攻丝不能使用弹性攻丝刀柄,用丝锥加工深一点的螺纹总是有断丝锥的可能,最好还是用螺纹铣刀铣比较好。