G02:顺时针圆弧插补(就是刀具按顺时针方向走圆弧)
G03:逆时针圆弧插补(就是刀具按逆时针方向走圆弧)
可以是整圆也可以是一段圆弧,一般手工编程能用到整圆、半圆和四分之一圆。
指令格式:
G02(或G03)X_ Y_ Z_ I_ J_K_(或R)F_;
一般建议小于等于180度角时用R表示,R为圆弧半径,大于等于180度时用IJK表示,当然IJK是全能的,整圆必须用IJK表示(有些机床系统并不能识别K,一般用Z表示,也就是IJZ)。
XYZ为圆弧终点坐标,IJK为圆心在XYZ轴上相对于圆弧起点的坐标,就是圆心(X0,Y0)相对于起点所移动的距离。
如下图所示:A:X0 Y10 , B:X10 Y0 , C:X0 Y-10,D:X-10 Y0
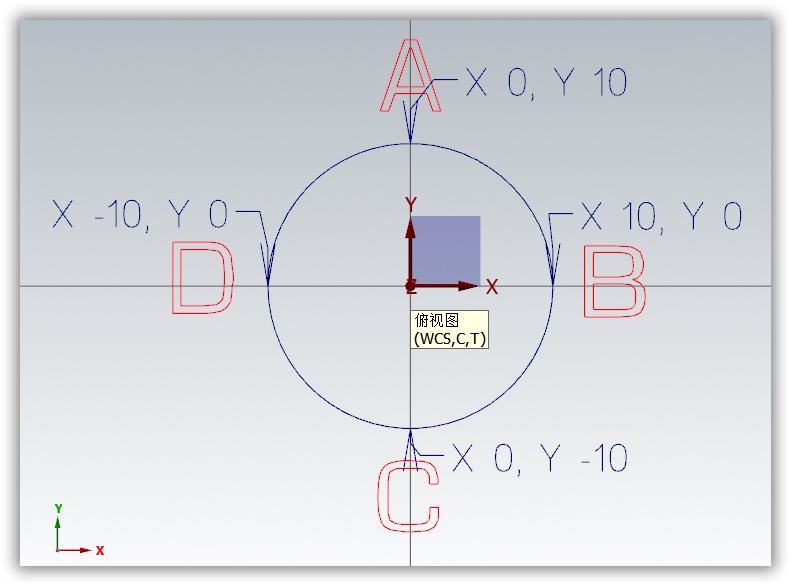
A-B: G02 X10 Y0 I0 J-10
终点坐标是X10 Y0,圆心(X0 Y0)相对于起点(X0 Y10)X没有变,所以I是0。Y负了10,所以J是-10。
B-A: G03 X0 Y10 I-10 J0
终点坐标是X0 Y10,圆心(X0 Y0)相对于起点(X10 Y0)X负了10,所以I是-10。Y没有变,所以J是0。
B-C: G02 X0 Y-10 I-10 J0 C-B: G03 X10 Y0 I0 J10
C-D: G02 X-10 Y0 I0 J10 D-C: G03 X0 Y-10 I10 J0
D-A: G02 X0 Y10 I10 J0 A-D: G03 X-10 Y0 I0 J-10
当是整圆时A-A: G02(或G03) X0 Y10 I0 J-10
当终点坐标与起点坐标重合时也可省略终点坐标:
G02 I0 J-10 F100;
建议小于等于180度时用R表示:
A-B: G02 X10 Y0 R10
A-C:G02 X0 Y-10 R10 (R值实际应用中要考虑刀具半径)