G85:格式为,G85 X_ Y_ Z_ R_ F_ ;
主轴正转从R点以进给速度F至孔底然后以同样进给速度退回至R点。
G86:格式为,G86 X_ Y_ Z_ R_ F_ ;
主轴正转从R点以进给速度F至孔底然后主轴停转,快速退回至R点,会在孔壁留下刀痕。
G88: 格式为,G88 X_Y_Z_R_P_F_;
与G86类似,但在孔底时停顿一定时间,然后停止转动,程序暂停,用手动模式将刀具从孔中退出,一般不用。
G89:格式为,G89 X_Y_Z_R_P_F_;
与G85类似,但在孔底有暂停。
G76: 格式为,G76 X_Y_Z_R_P_Q_F_;
精镗循环指令,镗至孔底时有三个动作:①进给暂停(P), ②主轴定向停止(需要机床性能的支持),③刀具沿刀尖反方向移动(Q),最后刀具退出,可以避免刀尖划伤精镗表面。
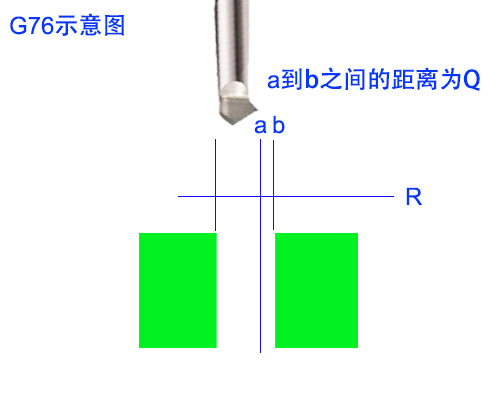
G76是最好用的精镗孔代码,但在使用前一定要确定好主轴定向停转时刀尖的方向和移动的方向,移动的距离不能太多,一般只要刀尖离开孔壁一点就可以,防止方向错误损伤刀柄和机床。